双螺杆挤压膨化机详细介绍涉及食品加工与生产设备的工艺、选型或运行管理问题。实际方案应以原料特性、目标产品、生产规模和现场条件为基础进行确认,不能仅依据单一设备参数作出判断。
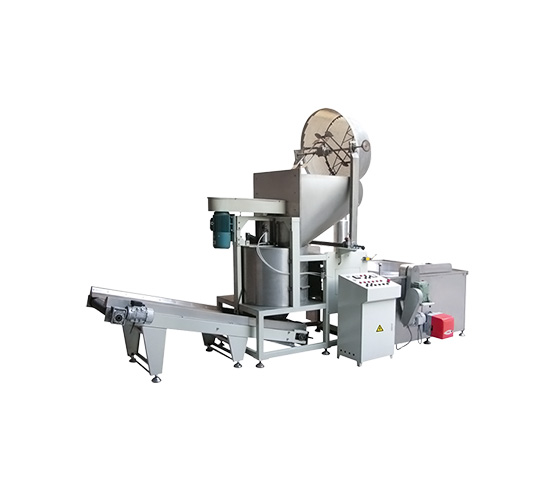
双螺杆挤压膨化机是在单螺杆挤压膨化机的基础上发展而来的。在双螺杆挤压膨化机的机筒内并排安置有两根螺杆。根据两根螺杆的啮合程度,可分为啮合型和非啮合型;根据两根螺杆轴的旋转方向,可分为反向旋转型和同向旋转型。
(1)啮合型双螺杆:由于啮合型螺杆的啮合间隙很小,物料具有强制输送能力,不易产生回流和漏流现象。它能在短时间内建立高压,推动物料通过螺杆的各个区段。采用这种配合方式,物料流动稳定,输送效果较好。
(2)非啮合型双螺杆:由于非啮合型双螺杆未完全啮合,两者之间的间隙较大,其输送能力不如啮合型,容易产生漏流、回流及物料流动不稳定现象,难以实现强制输送效果。
(3)反向旋转型双螺杆:在反向旋转型双螺杆中,物料进入挤压螺杆后,首先受到挤压作用。两根螺杆之间的压力容易导致两螺杆分离和偏心,从而引起机筒与螺杆之间的摩擦,造成设备磨损。因此,反向旋转双螺杆挤压膨化机的转速不宜过高,一般控制在50 r/min以下。在反向旋转螺杆的啮合处,螺棱与螺槽之间存在速度差,能产生一定的剪切速率。在旋转过程中,粘附在螺杆上的物料会被相互剥离,从而使螺杆具有自清洁功能。
(4)同向旋转型双螺杆:由于两根螺杆在啮合处的旋转方向相反,它们对物料的作用也不相同。一根螺杆将物料拉入啮合间隙,另一根螺杆则将物料推出间隙,使物料从一根螺杆转移到另一根螺杆上,改变了物料的流动方向,更有利于物料的均匀混合。同向旋转双螺杆在啮合处,螺棱与螺槽的旋转方向相反,相对速度大,剪切力也大,更有利于粘性物料的剥离,自清洁效果更好。同向旋转双螺杆挤压膨化机因不会产生使螺杆相互分离的压力,故对磨损的敏感性较低,可在300 r/min的较高转速下运行。在食品加工中,最常用的是平行同向全啮合双螺杆挤压膨化机。
首先应明确产品类型、原料状态、配方方向和预期成品要求。对于涉及挤压、成型、干燥、油炸、输送、调味或包装的项目,各环节的处理能力和节拍需要匹配,避免单台设备能力与整线需求不一致。
其次应结合车间空间、供电、供水、蒸汽或燃气等公用工程条件评估安装方案。设备配置还应考虑清洁、维护、安全防护、备件供应和操作培训等长期使用因素。文中如涉及工艺或设备能力,只能作为方案沟通与初步判断的参考;具体型号、功率、产能、温度和时间,应以正式技术方案及试机或现场验证结果为准。
不建议。不同原料、产品结构、目标产能及后段工序会影响设备组合。先确认产品与工艺条件,再进行配置评估更稳妥。
建议准备产品图片或样品信息、原料与配方方向、目标产能、现有车间条件及计划配置的后段设备。大亿机械可据此进一步沟通适用的工艺路线与设备配置范围。
本文依据大亿机械提供的《双螺杆挤压膨化机详细介绍》资料整理,旨在帮助读者理解相关主题;涉及具体项目的技术要求,以实际产品资料和工程确认结果为准。





Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam.